常用加工方法概述(PPT 38頁)
常用加工方法概述(PPT 38頁)內容簡介
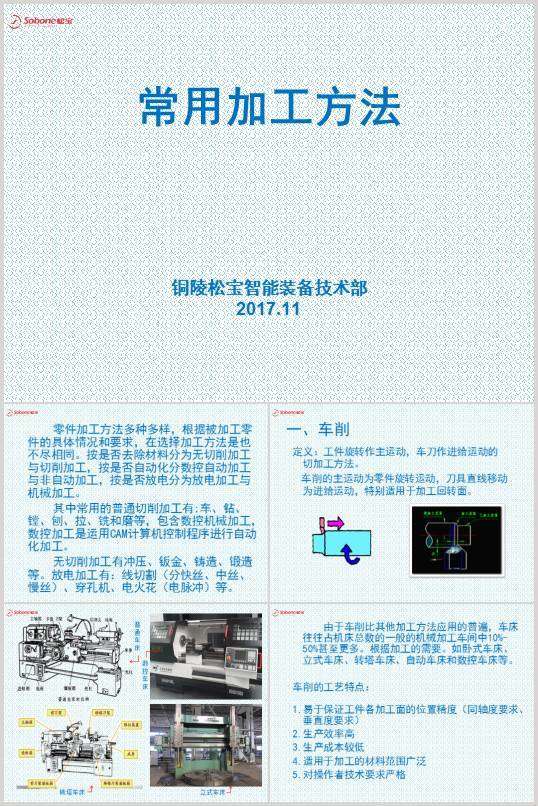
1.易於保證工件各加工麵的位置精度(同軸度要求、垂直度要求)
2.生產效率高
3.生產成本較低
4.適用於加工的材料範圍廣泛
5.對操作者技術要求嚴格
車削的應用:
單件小批量生產中,各種軸、盤、套類零件
多選用適應性廣泛的臥式車床或數控車床來
加工。直徑大而長度短的零件,多采用立式
車床來加工。成批生產外形較複雜,具有內
孔及螺紋的中小型軸、套類零件時,應選用
轉塔式車床進行加工或者數控車床加工。
加工範圍
車削是以加工回轉體為主要加工目的。在車床上可以加工:外圓、端
麵、錐度、車成型麵、繞彈簧等。
二、鑽削 鑽孔
定義:鑽削刀具與工件作相對運動並作軸向
進給運動,在工件上加工孔的方法。
鑽孔是一種最基本的孔加工方
法。鑽孔經常在鑽床和車床上
進行,也可以在鏜床和銑床上
進行。常用的鑽床有台式鑽床
、立式鑽床和搖臂鑽床。
三、鏜削
定義:鏜刀旋轉作主運動,工件或鏜刀作進
給運動的切削加工方法。 鏜削加工主要在銑
鏜床、鏜床上進行。
鏜孔是對鍛出、鑄出或鑽
出孔進一步加工,鏜孔可
以分為粗鏜、半精鏜、精
鏜。
鏜孔分為一般鏜孔和深孔鏜孔,一般鏜孔在普通車床就可以,把鏜刀固
定在車床尾座或者固定在小刀架上都可以。深孔鏜孔需要專用的深孔鑽
鏜床,鏜刀要加上鏜稈,還要加上液壓泵站利用冷卻液把鐵屑排除。
在銑鏜床上鏜孔的方法如下圖所示,單刃鏜刀是把鏜刀頭安裝在鏜刀
杆上,其孔徑大小靠調整刀頭的懸伸長度來保證,多用於單件小批生
產中。在普通銑鏜床鏜孔,與車孔基本類似。
粗鏜 IT12-IT11 Ra 25-12.5μm
半精鏜 IT10-IT9 Ra 6.3-3.2μm
精鏜 IT8-IT7 Ra 1.6-0.8μm
車床上鏜孔:工件旋轉、鏜刀進給,如圖下圖所示:
在鏜床上鏜孔:鏜刀刀杆隨主軸一起旋轉,完成主運動;進給運動可由
工作台帶動工件縱向移動,也可由主軸帶動鏜刀杆軸向移動完成, 如下
圖。
四、刨削
定義:刨刀與工件作水平方向相對
直線往複運動的切削加工方法。
刨削是平麵加工的主要方法之一.
是單件小批量生產的平麵加工最
常用的加工方法。常見的刨床類
機床有牛頭刨床、龍門刨床和插
床等 。。
刨削的工藝特點:
1.通用性好:根據切削運動和具體的加工要求。價格低,刨床的結構比
車床、銑床簡單。調整和操作也較方便。所用的單刃刨刀與車刀基本相
同。製造、刃磨和安裝皆較方便。形狀簡單。可加工垂直、水平的平
麵,還可加工T型槽、V型槽,燕尾槽等。
2.生產效率較低:刨削的主運動為往複直線運動。加之刀具切入和切出
時有反向衝擊時受慣性力的影響,一個表麵往往要限製了切削速度的提
高。單刃刨刀實際參加切削的切削刃長度有限,經過多次行程才幹加工
進去。加工不連基本工藝時間較長。刨刀返回行程時不進行切削。
3.加工精度不高:刨削的精度可達IT8~IT7,表麵粗糙度Ra值為1.6~
6.3?m。但當采用寬刀精刨時,即在龍門刨床上進行多件或多刀加工
時,用寬刃刨刀以很低的切削速度,切去工件表麵上一層極薄的金屬,
平麵度不大於0.02/1000,表麵粗糙度Ra值可達0.4~0.8?m。
刨削加工範圍:
五、拉削
定義:用拉刀在拉力作用下作軸向運動,
加工工件內、外表麵的方法。利用多齒
的拉刀,逐齒依次從工件上切下很薄的
金屬層,使表麵達到較高的精度和較小
..............................
2.生產效率高
3.生產成本較低
4.適用於加工的材料範圍廣泛
5.對操作者技術要求嚴格
車削的應用:
單件小批量生產中,各種軸、盤、套類零件
多選用適應性廣泛的臥式車床或數控車床來
加工。直徑大而長度短的零件,多采用立式
車床來加工。成批生產外形較複雜,具有內
孔及螺紋的中小型軸、套類零件時,應選用
轉塔式車床進行加工或者數控車床加工。
加工範圍
車削是以加工回轉體為主要加工目的。在車床上可以加工:外圓、端
麵、錐度、車成型麵、繞彈簧等。
二、鑽削 鑽孔
定義:鑽削刀具與工件作相對運動並作軸向
進給運動,在工件上加工孔的方法。
鑽孔是一種最基本的孔加工方
法。鑽孔經常在鑽床和車床上
進行,也可以在鏜床和銑床上
進行。常用的鑽床有台式鑽床
、立式鑽床和搖臂鑽床。
三、鏜削
定義:鏜刀旋轉作主運動,工件或鏜刀作進
給運動的切削加工方法。 鏜削加工主要在銑
鏜床、鏜床上進行。
鏜孔是對鍛出、鑄出或鑽
出孔進一步加工,鏜孔可
以分為粗鏜、半精鏜、精
鏜。
鏜孔分為一般鏜孔和深孔鏜孔,一般鏜孔在普通車床就可以,把鏜刀固
定在車床尾座或者固定在小刀架上都可以。深孔鏜孔需要專用的深孔鑽
鏜床,鏜刀要加上鏜稈,還要加上液壓泵站利用冷卻液把鐵屑排除。
在銑鏜床上鏜孔的方法如下圖所示,單刃鏜刀是把鏜刀頭安裝在鏜刀
杆上,其孔徑大小靠調整刀頭的懸伸長度來保證,多用於單件小批生
產中。在普通銑鏜床鏜孔,與車孔基本類似。
粗鏜 IT12-IT11 Ra 25-12.5μm
半精鏜 IT10-IT9 Ra 6.3-3.2μm
精鏜 IT8-IT7 Ra 1.6-0.8μm
車床上鏜孔:工件旋轉、鏜刀進給,如圖下圖所示:
在鏜床上鏜孔:鏜刀刀杆隨主軸一起旋轉,完成主運動;進給運動可由
工作台帶動工件縱向移動,也可由主軸帶動鏜刀杆軸向移動完成, 如下
圖。
四、刨削
定義:刨刀與工件作水平方向相對
直線往複運動的切削加工方法。
刨削是平麵加工的主要方法之一.
是單件小批量生產的平麵加工最
常用的加工方法。常見的刨床類
機床有牛頭刨床、龍門刨床和插
床等 。。
刨削的工藝特點:
1.通用性好:根據切削運動和具體的加工要求。價格低,刨床的結構比
車床、銑床簡單。調整和操作也較方便。所用的單刃刨刀與車刀基本相
同。製造、刃磨和安裝皆較方便。形狀簡單。可加工垂直、水平的平
麵,還可加工T型槽、V型槽,燕尾槽等。
2.生產效率較低:刨削的主運動為往複直線運動。加之刀具切入和切出
時有反向衝擊時受慣性力的影響,一個表麵往往要限製了切削速度的提
高。單刃刨刀實際參加切削的切削刃長度有限,經過多次行程才幹加工
進去。加工不連基本工藝時間較長。刨刀返回行程時不進行切削。
3.加工精度不高:刨削的精度可達IT8~IT7,表麵粗糙度Ra值為1.6~
6.3?m。但當采用寬刀精刨時,即在龍門刨床上進行多件或多刀加工
時,用寬刃刨刀以很低的切削速度,切去工件表麵上一層極薄的金屬,
平麵度不大於0.02/1000,表麵粗糙度Ra值可達0.4~0.8?m。
刨削加工範圍:
五、拉削
定義:用拉刀在拉力作用下作軸向運動,
加工工件內、外表麵的方法。利用多齒
的拉刀,逐齒依次從工件上切下很薄的
金屬層,使表麵達到較高的精度和較小
..............................
