數控車床編程篇(PPT 65頁)
- 所屬分類:
- 數控加工
- 文件大小:
- 965 KB
- 下載地址:
- 相關資料:
- 數控車床
數控車床編程篇(PPT 65頁)內容簡介
編程篇
課題七多重循環指令(G70~G75)
能認識複合型固定循環(G70~G75)的格式和功能。
能分析複合型固定循環加工軌跡,合理選擇循環參數。
能合理確定加工工藝的路線。
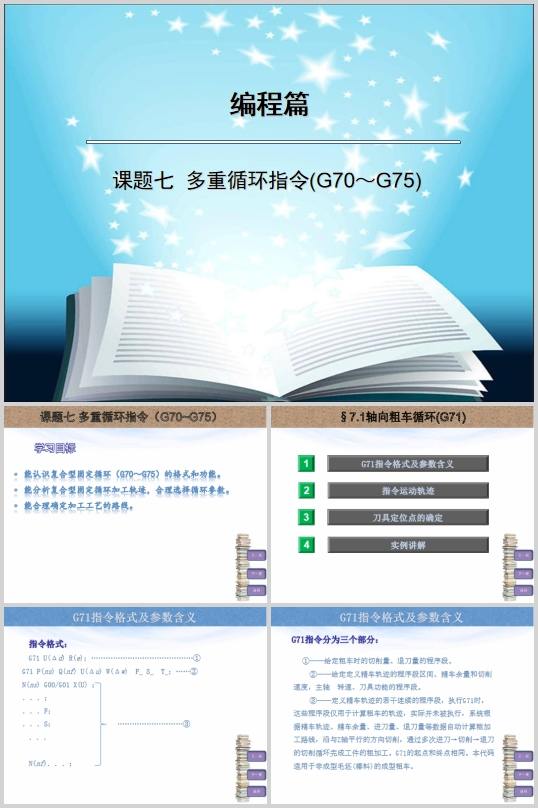
①——給定粗車時的切削量、退刀量的程序段。
②——給定定義精車軌跡的程序段區間、精車餘量和切削速度,主軸轉速、刀具功能的程序段。
③——定義精車軌跡的若幹連續的程序段,執行G71時,這些程序段僅用於計算粗車的軌跡,
實際並未被執行,係統根據精車軌跡、精車餘量、進刀量、退刀量等數據自動計算粗加工路線,
沿與Z軸平行的方向切削,通過多次進刀→切削→退刀的切削循環完成工件的粗加工。
G71的起點和終點相同。本代碼適用於非成型毛坯(棒料)的成型粗車。
..............................
課題七多重循環指令(G70~G75)
能認識複合型固定循環(G70~G75)的格式和功能。
能分析複合型固定循環加工軌跡,合理選擇循環參數。
能合理確定加工工藝的路線。
①——給定粗車時的切削量、退刀量的程序段。
②——給定定義精車軌跡的程序段區間、精車餘量和切削速度,主軸轉速、刀具功能的程序段。
③——定義精車軌跡的若幹連續的程序段,執行G71時,這些程序段僅用於計算粗車的軌跡,
實際並未被執行,係統根據精車軌跡、精車餘量、進刀量、退刀量等數據自動計算粗加工路線,
沿與Z軸平行的方向切削,通過多次進刀→切削→退刀的切削循環完成工件的粗加工。
G71的起點和終點相同。本代碼適用於非成型毛坯(棒料)的成型粗車。
..............................

下一篇:尚無數據