氣保焊常見的質量缺陷和防止措施概述(PPT 34頁)
- 所屬分類:
- 品質知識
- 文件大小:
- 3970 KB
- 下載地址:
- 相關資料:
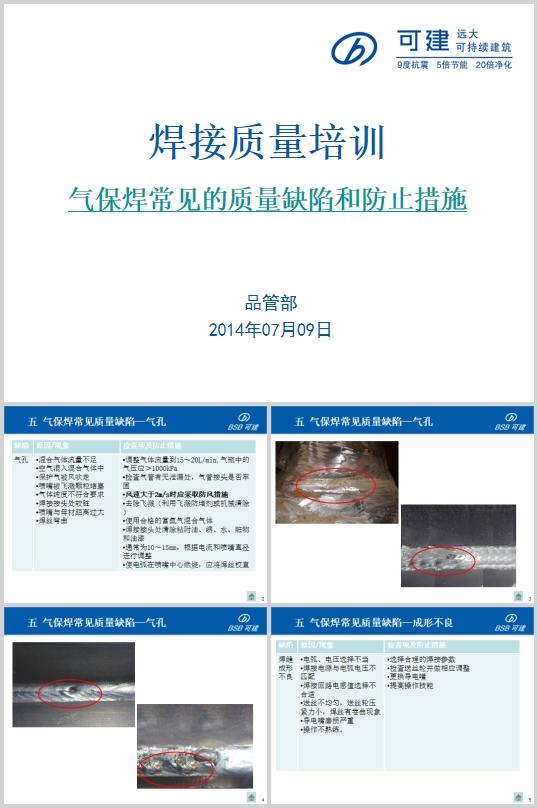
- 質量缺陷
氣保焊常見的質量缺陷和防止措施概述(PPT 34頁)內容簡介
混合氣體流量不足
空氣混入混合氣體中
保護氣被風吹走
噴嘴被飛濺顆粒堵塞
氣體純度不符合要求
焊接接頭處較髒
噴嘴與母材距離過大
焊絲彎曲
調整氣體流量到15~20L/min,氣瓶中的氣壓應>1000kPa
檢查氣管有無泄漏處,氣管接頭是否牢固
風速大於2m/s時應采取防風措施
去除飛濺(利用飛濺防堵劑或機械清除)
使用合格的富氬氣混合氣體
焊接接頭處清除粘附油、繡、水、贓物和油漆
通常為10~15mm,根據電流和噴嘴直徑進行調整
使電弧在噴嘴中心燃燒,應將焊絲校直
..............................
空氣混入混合氣體中
保護氣被風吹走
噴嘴被飛濺顆粒堵塞
氣體純度不符合要求
焊接接頭處較髒
噴嘴與母材距離過大
焊絲彎曲
調整氣體流量到15~20L/min,氣瓶中的氣壓應>1000kPa
檢查氣管有無泄漏處,氣管接頭是否牢固
風速大於2m/s時應采取防風措施
去除飛濺(利用飛濺防堵劑或機械清除)
使用合格的富氬氣混合氣體
焊接接頭處清除粘附油、繡、水、贓物和油漆
通常為10~15mm,根據電流和噴嘴直徑進行調整
使電弧在噴嘴中心燃燒,應將焊絲校直
..............................
下一篇:尚無數據
投訴:help@cnshu.cn
粵ICP備10098620號-1 Copyright © 2004- 18新利全站备用 All Rights Reserved