典型零件工藝規程設計實例培訓教材(PPT 89頁)
典型零件工藝規程設計實例培訓教材(PPT 89頁)內容簡介
機械產品中的零件有各式各樣,千差萬別,但就其結構形狀而言均有一定的共性。
根據其結構形狀特征,可將其分為軸類、套類、盤類、機座類、箱體類
、連杆類等。就其加工類型,可分為平麵加工、
孔類加工、外圓加工、成型麵加工、異形麵加工等。
各類零件結構不同,其機加工工藝也有所不同
本章分別從軸類、盤套類及箱體類零件進行講解。
6.1典型軸類零件加工工藝過程
功用:為支承傳動零件(支承齒輪、皮帶輪等)、傳動扭矩、
承受載荷,以及保證裝在主軸上的工件或刀具具有一定的回轉精度。
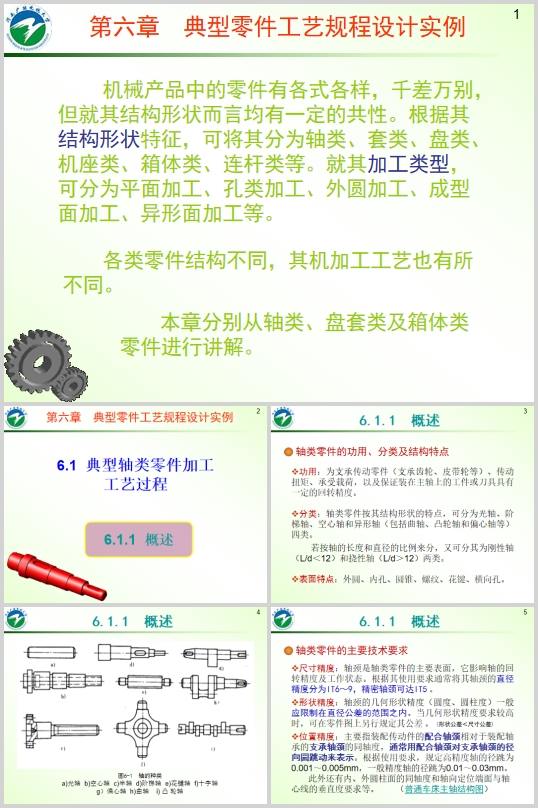
分類:軸類零件按其結構形狀的特點,可分為光軸、階梯軸、
空心軸和異形軸(包括曲軸、凸輪軸和偏心軸等)四類。
若按軸的長度和直徑的比例來分,又可分其為剛性軸(L/d<12)和撓性軸(L/d>12)兩類。
表麵特點:外圓、內孔、圓錐、螺紋、花鍵、橫向孔。
尺寸精度:軸頸是軸類零件的主要表麵,它影響軸的回轉精度及工作狀態。
根據其使用要求通常將其軸頸的直徑精度分為IT6~9,精密軸頸可達IT5。
形狀精度:軸頸的幾何形狀精度(圓度、圓柱度)一般應限製在直徑公差的範圍之內。
當幾何形狀精度要求較高時,可在零件圖上另行規定其公差。(形狀公差<尺寸公差)
位置精度:主要指裝配傳動件的配合軸頸相對於裝配軸承的支承軸頸的同軸度,
通常用配合軸頸對支承軸頸的徑向圓跳動來表示。根據使用要求,
規定高精度軸的徑跳為0.001~0.005mm,一般精度軸的徑跳為0.01~0.03mm。
此外還有內、外圓柱麵的同軸度和軸向定位端麵與軸心線的垂直度要求等。
..............................
根據其結構形狀特征,可將其分為軸類、套類、盤類、機座類、箱體類
、連杆類等。就其加工類型,可分為平麵加工、
孔類加工、外圓加工、成型麵加工、異形麵加工等。
各類零件結構不同,其機加工工藝也有所不同
本章分別從軸類、盤套類及箱體類零件進行講解。
6.1典型軸類零件加工工藝過程
功用:為支承傳動零件(支承齒輪、皮帶輪等)、傳動扭矩、
承受載荷,以及保證裝在主軸上的工件或刀具具有一定的回轉精度。
分類:軸類零件按其結構形狀的特點,可分為光軸、階梯軸、
空心軸和異形軸(包括曲軸、凸輪軸和偏心軸等)四類。
若按軸的長度和直徑的比例來分,又可分其為剛性軸(L/d<12)和撓性軸(L/d>12)兩類。
表麵特點:外圓、內孔、圓錐、螺紋、花鍵、橫向孔。
尺寸精度:軸頸是軸類零件的主要表麵,它影響軸的回轉精度及工作狀態。
根據其使用要求通常將其軸頸的直徑精度分為IT6~9,精密軸頸可達IT5。
形狀精度:軸頸的幾何形狀精度(圓度、圓柱度)一般應限製在直徑公差的範圍之內。
當幾何形狀精度要求較高時,可在零件圖上另行規定其公差。(形狀公差<尺寸公差)
位置精度:主要指裝配傳動件的配合軸頸相對於裝配軸承的支承軸頸的同軸度,
通常用配合軸頸對支承軸頸的徑向圓跳動來表示。根據使用要求,
規定高精度軸的徑跳為0.001~0.005mm,一般精度軸的徑跳為0.01~0.03mm。
此外還有內、外圓柱麵的同軸度和軸向定位端麵與軸心線的垂直度要求等。
..............................

下一篇:尚無數據