企業製造工藝分析報告(DOC 20頁)
企業製造工藝分析報告(DOC 20頁)內容簡介
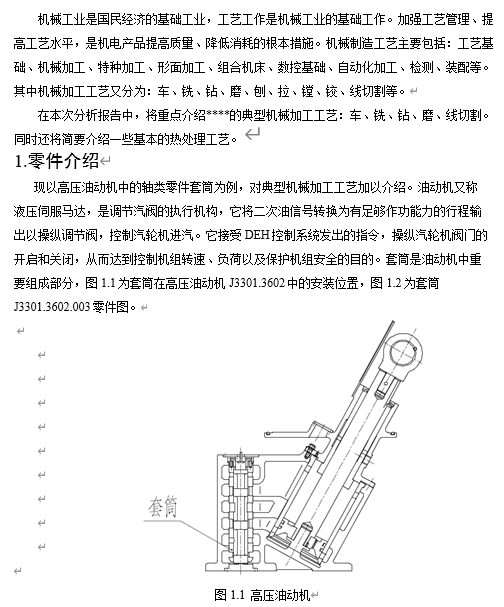
1.零件介紹
2.1備料、粗加工、熱處理
2.2精車
2.3劃線、銑削
2.4劃線、鑽孔、銑削
2.5線切割
2.6鉗工處理
2.7磨削
2.8氮化處理
2.9精磨、完檢入庫
2.機械設備及製造工藝分析
3.1.2.1公司實行上、下班指紋錄入打卡製度。
全體員工都必須自覺遵守工作時間,
實行不定時工作製的員工不必打卡。
3.1.2.2打卡次數:一日兩次,
即早上上班打卡一次,下午下班打卡一次。
3.1.2.3打卡時間:
打卡時間為上班到崗時間和下班離崗時間;
3.1.2.4因公外出不能打卡:
因公外出不能打卡應填寫《外勤登記表》,
注明外出日期、事由、外勤起止時間。
因公外出需事先申請,如因特殊情況不能事先申請,
應在事畢到崗當日完成申請、審批手續,
否則按曠工處理。因停電、卡鍾(工卡)故障未打卡的員工,
上班前、下班後要及時到部門考勤員處填寫《未打卡補簽申請表》,
由直接主管簽字證明當日的出勤狀況,報部門經理、18新利真人网 部批準後,
月底由部門考勤員據此上報考勤。
上述情況考勤由各部門或分公司和
項目文員協助18新利真人网 部進行管理。
3.1.2.5手工考勤製度
圖1.1高壓油動機
圖1.2套筒零件圖
圖2.2C620機床傳動係統圖
圖2.3D-D剖視圖
圖2.4-1A-A剖視圖
圖2.4-2C-C剖視圖
圖2.4-3E-E剖視圖
..............................
2.1備料、粗加工、熱處理
2.2精車
2.3劃線、銑削
2.4劃線、鑽孔、銑削
2.5線切割
2.6鉗工處理
2.7磨削
2.8氮化處理
2.9精磨、完檢入庫
2.機械設備及製造工藝分析
3.1.2.1公司實行上、下班指紋錄入打卡製度。
全體員工都必須自覺遵守工作時間,
實行不定時工作製的員工不必打卡。
3.1.2.2打卡次數:一日兩次,
即早上上班打卡一次,下午下班打卡一次。
3.1.2.3打卡時間:
打卡時間為上班到崗時間和下班離崗時間;
3.1.2.4因公外出不能打卡:
因公外出不能打卡應填寫《外勤登記表》,
注明外出日期、事由、外勤起止時間。
因公外出需事先申請,如因特殊情況不能事先申請,
應在事畢到崗當日完成申請、審批手續,
否則按曠工處理。因停電、卡鍾(工卡)故障未打卡的員工,
上班前、下班後要及時到部門考勤員處填寫《未打卡補簽申請表》,
由直接主管簽字證明當日的出勤狀況,報部門經理、18新利真人网 部批準後,
月底由部門考勤員據此上報考勤。
上述情況考勤由各部門或分公司和
項目文員協助18新利真人网 部進行管理。
3.1.2.5手工考勤製度
圖1.1高壓油動機
圖1.2套筒零件圖
圖2.2C620機床傳動係統圖
圖2.3D-D剖視圖
圖2.4-1A-A剖視圖
圖2.4-2C-C剖視圖
圖2.4-3E-E剖視圖
..............................

下一篇:尚無數據